




ABS塑料厚吸塑工艺流程介绍: ABS塑料,大部分来是自电器产品、多种日用品和一些机械上的小部件。 1.ABS来说较多的是,电脑壳,电视机壳,仪表壳,车面板,装饰材料,把这料挑开,特别电镀、喷漆颜色等要分开。 2.化学处理、退镀、退漆,但退镀退漆必须慎重,因化学有一定配比,要用防护用品和容器,否则会引起伤害等事件。 3.清洗槽去清洗,然后去晒干,配色或放辅助材料,目的是提高质量。 4.挤出机去造粒,但一定要放上过滤网,但过滤网按产品要求而放。 5.切粒有冷水切粒,也有风冷切粒,切粒标准,3X4mm,后进行包装标号。







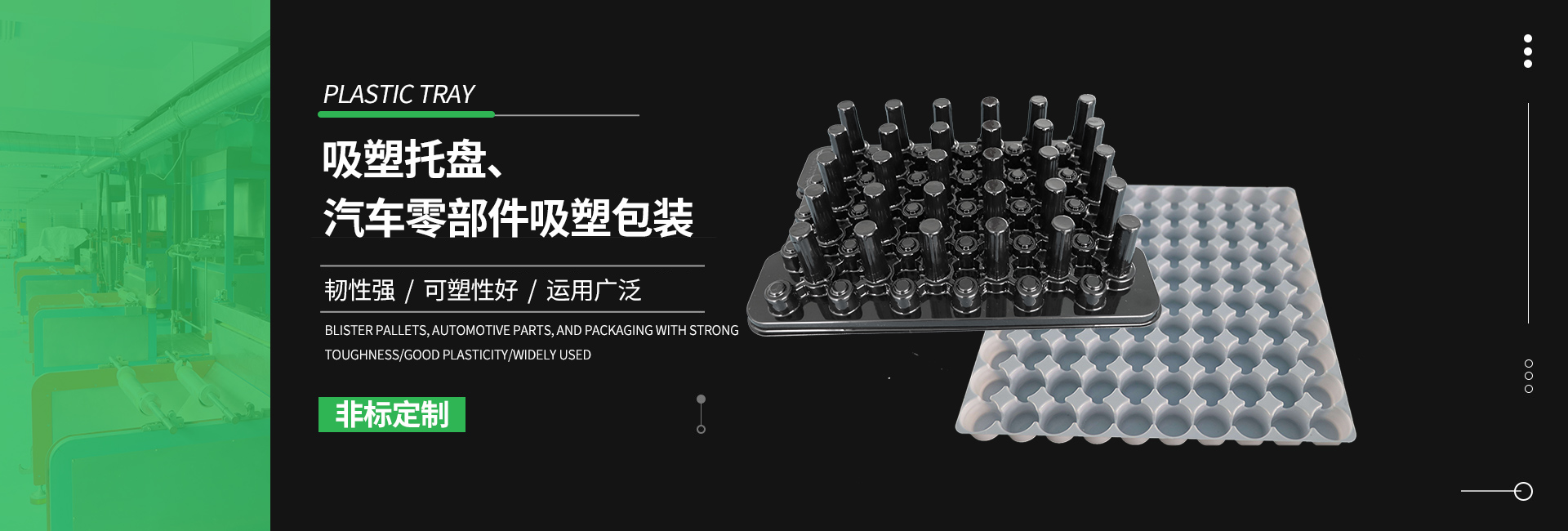
厚片吸塑在客车上的应用 厚片吸塑成型按工艺可分为板材吸塑和软质表皮吸塑两种。厚片吸塑用的材料主要是-丁二烯-(ABS)板材,有小部分零件用有机玻璃(PMMA)板材。客车的驾驶室左右两侧的内板、顶部内板、后部内板以及一些电器箱盖板及其他盖板用的都是ABS板材成型。现在还有一种趋势就是用复合ABS板材代替一般ABS板材,复合ABS板材就是在板材上加一层发泡的聚或聚材料,一起滚压成带皮纹或手感像真皮的板材。要求透明的仪表台的音响盖板,要求防老化的车身外的透气格栅,一般用的是都有机玻璃成型。软质表皮厚片吸塑工艺主要用在客车仪表台上,基体一般是玻璃钢件(FRP),在玻璃钢件上开吸气孔吸表皮,表皮的材料主要有聚加发泡聚(PVC/PPF)复合材料。 现在以客车内侧板吸塑件为例,简述厚片吸塑的工艺过程。零件尺寸为1200mm×1000mm×250mm,用到的ABS板材是尺寸为1400mm×1200mm×4mm。首先要确认板材的颜色皮纹,因为内装饰的颜色和皮纹是很重要的,乘客一上车首先感受到的是车内的环境。再看看板材是否从刚开封的包装袋中取出,若不是,板材还需放到烘房中烘干。因为如果板材潮湿,在加温时会使板材表面起气泡,外观质量恶化,严重时还会使板材在成型过程中拉裂。同时模具装到吸塑机上,调整位置和压框,对模具的上升过程和时间进行预先设定;模具顶部不能超出吸塑机工作平台,然后就对模具加温,约到60℃左右。板材放到自动送料装置上,机器把板材送到吸塑机工作台上(如果没有此机构就要用手工把板材放到工作台上),压框由上而下把板材压紧。然后加热机构移到工作台上方,对板材进行加热,一般加热到120℃左右,时间2~3分钟;还可以对加热器进行区域温度设定,拉伸大的地方适当增大加热温度;加热完后,加热机构移开,同时模具开始向上移。

如何防止厚片吸塑加工中的变形问题 在厚片吸塑加工过程中,产品脱模时,如果没有做好前期各项准备工作,容易导致产品变形,那么如何避免此类问题的发生? 首先,做好脱模前的各项准备工作 1、检查、调节好冷却水的温度,并将喷头的水量调节到符合规定的范围。 2、调整号每个位置的风向,以便于找到的压力进行厚片吸塑的生产。 其次,注意脱模过程中控制 在脱模的时候,是使用震动上模的压力迫使顺利脱模;如果能适当加大底部风量的话,对保证吸塑产品的品质也是有帮助的。 从以上两个方面,基本就能防止厚片吸塑加工中的变形问题,如果这些还无法解决问题的话,就只能重新制作上模,才能克服变形的问题。

您好,欢迎莅临j9九游会包装,欢迎咨询...





